金屬制品有限責(zé)任公司")
集團(tuán)")
豐爾達(dá)集團(tuán)
豐爾達(dá)集團(tuán)簡(jiǎn)介概述
豐爾達(dá)集團(tuán)是一家“多元化、規(guī)模化、標(biāo)準(zhǔn)化”大型集團(tuán)公司。現(xiàn)有員工680人,擁有總資產(chǎn)28億,旗下布局四大產(chǎn)業(yè),分別為:金屬磨料事業(yè)部,合金事業(yè)部,工程技術(shù)事業(yè)部,不銹鋼材料事業(yè)部 等。
新聞資訊

10
2024
-
04
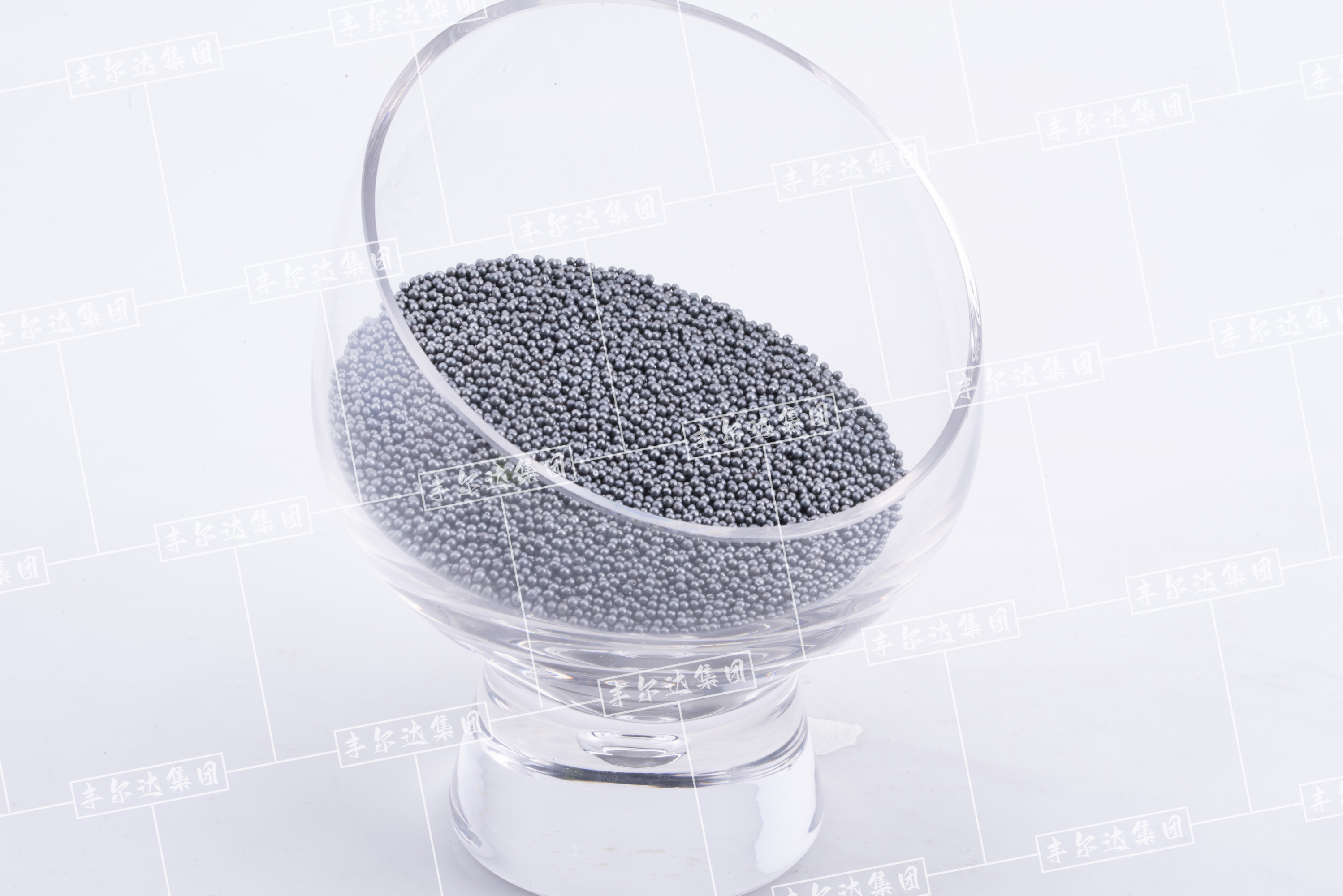
合金鋼丸的細(xì)致劃分
作者:
合金鋼丸是市面上的通俗叫法,目前市面上所有的鑄鋼丸都可以稱為合金鋼丸,大致分為一下幾類。
非國(guó)標(biāo)鋼丸 |
指各項(xiàng)指標(biāo)達(dá)不到國(guó)標(biāo)水平鋼丸的總稱。
國(guó)標(biāo)合金鋼丸 |
指經(jīng)過一次淬火的鋼丸,鋼丸的硬度為HRC40~50。其中碳C:0.85%-1.20%、硅Si:0.40%-1.20%、Mn:0.60%-1.20%(S170:0.50%-1.20%S110,S70:0.35%-1.20%)硫S≤0.05%,磷P≤0.05。這類鋼丸應(yīng)用范圍較廣也是市面上較為常見的,廣泛應(yīng)用于各行業(yè)的清理、強(qiáng)化、配重等。
二次見火鋼丸 |
這種是在國(guó)標(biāo)鋼丸的基礎(chǔ)上再對(duì)鋼丸進(jìn)行一次熱處理,技術(shù)指標(biāo)跟國(guó)標(biāo)鋼丸相同。這類鋼丸經(jīng)過兩次的熱處理,使金相組織更加致密,彌合表面微裂紋、細(xì)化晶粒,使用壽命是普通國(guó)標(biāo)鋼丸的1.3倍。
低碳鋼丸 |
低碳貝氏體鋼丸的簡(jiǎn)稱,這類合金鋼丸的硬度HRC42-48,48-54。其中碳C:0.08%-0.20%、硅Si:0.10%-0.30%、錳Mn:0.35%-1.5%、硫S≤0.05%、磷P≤0.05%,并加入Cr、Mo、Ni、B、Al、Cu等合金元素,壽命是普通國(guó)標(biāo)合金鋼丸的2倍。
合金鋼丸的質(zhì)量對(duì)工件噴丸效果的影響很大
噴丸效果要想理想,其中的必要條件有很多,材料原始表面好、選擇合適的噴丸壓力、選擇合適的合金鋼丸、工藝技術(shù)問題等都是非常重要的條件。
不同的合金鋼丸對(duì)材料表面粗糙度的影響 |
通常在Ra0.6~20mm范圍內(nèi)。在不改變工藝參數(shù)的條件下,材料原始表面粗糙度愈高,噴丸后的Ra值愈大。生產(chǎn)實(shí)踐證明,一般情況下,噴前表面粗糙度在6.3mm以下,噴丸可以提高或維持原表面粗糙度,如果原表面粗糙度在6.3mm以上,則噴丸后表面粗糙度有所降低。
不同硬度的產(chǎn)品對(duì)于工件的清理效果有不同 |
硬度越大的話脆性就會(huì)越大,在對(duì)工件進(jìn)行清理的時(shí)候,雖然清理的效率大大的提高了,但是鋼丸的消耗也會(huì)增大,同時(shí)鋼丸的使用壽命也會(huì)縮短,所以從經(jīng)濟(jì)效益的角度來(lái)考慮,對(duì)于一般的工件我們建議選擇硬度適中的鋼丸來(lái)進(jìn)行 除銹處理。
工件的處理效果與其型號(hào)和形狀都有一定的關(guān)系 |
比如表面不規(guī)則的產(chǎn)品就比圓形的產(chǎn)品除銹效率高,但是表面比較粗糙。所以消費(fèi)者在選用鋼丸來(lái)進(jìn)行除銹的時(shí)候一定要根據(jù)自身的實(shí)際需求從鋼丸的型號(hào),硬度,規(guī)格和形狀這幾方面來(lái)著手。
產(chǎn)品的強(qiáng)化噴丸會(huì)引起零件受噴表面的塑性變形 |
使零件的表面粗糙度發(fā)生變化。表面粗糙度是一種微觀幾何形狀誤差,又稱為微觀不平度。表面粗糙度和表面波度、形狀誤差一樣,都屬于零件的幾何形狀誤差,表面粗糙度對(duì)于機(jī)器零件的使用性能有著重要的影響。
我們?cè)谶M(jìn)行使用的時(shí)候多加考慮以上的問題,保證產(chǎn)品在進(jìn)行使用的時(shí)候可以很好的完成消清除工作,而不是影響工件噴丸的效果,當(dāng)然在進(jìn)行使用的時(shí)候也是要按照正確的操作步驟進(jìn)行使用,使產(chǎn)品的作用可以完全的發(fā)揮出來(lái)。
上一頁(yè)
下一頁(yè)
上一頁(yè)
下一頁(yè)




網(wǎng)站首頁(yè)丨集團(tuán)介紹丨技術(shù)研發(fā)中心丨集團(tuán)人力丨金屬磨料事業(yè)部丨合金事業(yè)部丨工程技術(shù)事業(yè)部丨新聞資訊丨聯(lián)系我們
ALL COPYRIGHT 滕州市豐爾達(dá)金屬制品有限公司 魯ICP備18049538號(hào)-1 網(wǎng)站建設(shè):中企動(dòng)力 濟(jì)南 SEO標(biāo)簽